

I was under the impression that there is a procedure for welding spring steel. I'll get a hold of my nephew and ask. I'll let you's guys know when I find out something...
Ed aint scared!
There IS a procedure for welding “spring steel”.
Usually the parts being welded are pre-heated in the area of the weld (for depth of weld penetration) but this isn’t always necessary. The act of welding will anneal the metal at, and immediately around the weld joint, causing the metal to soften (that’s where and why the joint will fail, just off to the side of the weld intersect). Often, a welded piece will suffer another break later on, not precisely at the original weld joint but off to the side (where it was softened). The weld itself is usually harder than the original metal.
The way the newly welded joint is made hard again is to broadly heat the newly welded area to a specific temperature or color (most heat treaters go by the color of the metal) and then quickly quench it in oil to rapidly bring the metal temperature down and that process re-hardens the metal. But this is a relatively precise process to get the hardness that you want in the finished spring steel piece (sometimes a durometer is used). Too hot makes the metal very hard but brittle and will more easily break. Not hot enough makes it softer and it will bend/break. The usual process is weld the ends onto your bar, then heat the entire bar to a specific color, then quench the whole bar in an oil bath. That will make the whole thing the same.
IIRC, there are special welding rods for welding spring steel. Your local welding supply shop should be able to help with what you need.
Ed; After going back and reviewing the proposed welded ends for your bar, I think this fits into the “what the hell, I’m just gonna do it,” realm. The welding will be done in segments around the bar and the bar is too thick to worry about weakening it just at the ends so weld it up and install it. The bar will probably last forever.
Ed, are you using a 110v flux core machine? There is no way you will get decent penetration if so.
LI-Rick posted:Are you at all concerned that welding on the sway bar will weaken it? I would be concerned that you will change the temper of the spring steel that was used to make it.
Years ago, I read about some guys that cut 2-4” out of stock VW sway bars to use with narrowed beams, but the bars broke in the heat affected zone.
Yeah which is why I'm only welding on the last half inch of each end of the bar. If I embrittle the last inch or so (which is unlikely) the rest of the bar should still work as intended and the chances of the bar breaking are about nil.
Latest:
I test-fit the bar with the ends today, then cut about an inch off each end, re-slotted the ends and tacked these on to re-check how the proposed end links fit.

Since my brackets on the lower trailing arms were designed for something else, I might re-make the piece that attaches the heim joint to the suspension.
Looks like I could just strap/clamp a piece of angle iron to it . . .
Attachments
Images (3)
I could take a pic of how mine are done, if that would help. Basically just clamped with a silicone snubber. The "attachment" is bolts and washers and nuts in a clamp.. Very basic deal. Want the pic??
PS: In theory, I track Gordon's explanation of how the metal responds to heat. He has it about right, according to what I learned in school. That said I have zero experience with this, so could give no practical help as to how to do the heat treat, nor whether the result you have here would in fact be either too weak or too brittle.
And: your welds look pretty good to me. Practice makes perfect, I'm thinking.
On steering and other critical components I still tack weld them then have the welds professionally done.
Not sure an anti sway bar would be considered critical, but maybe. If it broke or cracked and maybe fell off, methinks the car would still steer.
My frame modification to allow flat towing was dreamed up by me, but was executed by a professional welder who is more artist than mechanic. My job was pretty mundane:a frame out of angle iron and plate. But it was done perfectly. His real work is on hot rods, mostly custom headers and pipes. Mostly stainless, very complicated and as I said, works of art, really. Short of story: a truly good welder is a hard thing to find.
Guys.
The bar is like 7/16ths diameter but remember, it's not butt-welded. I slotted it and then notched the plates so they snap together.


This does two things: 1. it creates a kinetic hold between the parts, independent of the weld. 2. it narrows the welded edges on the bar to less than the thickness of the attached plate.
After fitting them I beveled the edges to give a little undercut for the wire feed. And remember the scale:

This is 3/16 mild plate. It's right about the max of what a flux 110 is supposed to be able to handle in one pass. It's handled.
Attachments
Images (3)
Looks fine to me. Your approach is perfect, Ed. Go wit it!
Just have something hip playing on the Shop Blaster when you do the welds. "Gettin Jiggy Wit It" sounds about right...
I think the sway bar is fine Ed. And your approach to the making the ends is good. I'm just used to using gas shielding.
Sometimes I weld thicker stuff using gas AND flux core, plus a little torch preheat.
Cool, I was also thinking of a Swaybar link/control arm clamp thingy too.
How are you connecting the sway bar at the beam?
Carlos, I'd be betting on standard swaybar brackets.
Correct.
- Product ID: 9.5151
- Product Name: Universal Sway Bar Bushings - 11mm (0.43 inch)
- Quantity: 1
- Unit Price: $20.87
- > Color : Black
I mounted them on the beam mounts, so they're a bit more centrally located than is ideal, but the Bug bar bends in such a way that welding tabs to the beam carriers at the ends like Danny did would be a little more difficult. Still doable though--and I might go for it if these don't work hard enough as is.
I also spaced them off the beam about a quarter inch using two pieces of plate.
Brackets on the trailing arms now are two bits of tubing with ears welded to them. The biggest ears will ride on top and capture the heim joint end. The smaller ones on the bottom and bolted through to clamp the tubing around the arm.

Attachments
Images (1)
I painted the sway bar stuff this morning and installed it tonight. Looks like it should function as a sway bar albeit without much damping pressure. Nothing to do now but snug it all down, try it and see how it does.

Attachments
Images (1)
Not to be hypocritical...
Here's Bridget's engine bundled up for the other machine shop. Sent it off with a neighbor today to get the block decked about 3-4 thousanths. The heads came back last week and, looking at them, compared to the mating surface on the block, I just could not in good conscience put it back together without doing this. Pretty sure I gruffed it up beyond eligible spec with the scotch brite pad in the drill, a trick Danny suggested but that I obviously goofed on—probably with a too-rough pad. Luckily, the neighbor's diesel engine rebuilding outfit has a pretty big mill, and they told me (contra what my regular machine shop required) that I did not have to tear the engine down to the bare case halves to get this job done.
Thoughts and prayers, men.
Here's the first rough CAD of the front half of my (proposed) rear engine underpan thingy. I made this the other day whilst nervously pondering Bridget's engine's fate, awaiting pick-up.



This is just a first mock-up. I have paused to consider how the airflow through the fan and the cylinders/heads needs to join the air flowing under the car. The J tubes from the Sebring exhaust run directly under the heads about a quarter inch below the pushrods. Tight. There are no sled tins on there now and I'm thinking my first task is to make those, tight over those exhaust pipes, and exit the air just behind the engine and duct it into the channels for the exhaust pipes there. Simple, right?
Here's what Wendler came up with—and a much easier job it was on a Type 547 engine, with its bottom-exiting pipes set conveniently in the middle of the heads.

Arjani's car is a bit harder to do than an original, since he has a Type 1 mill. . . 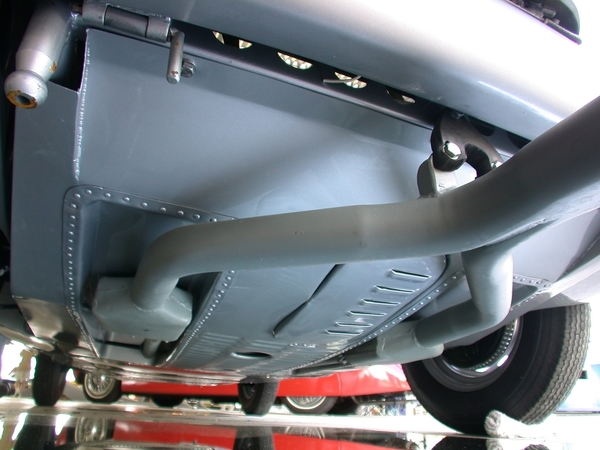
—But at least he has the correct S-shaped cross member mounting the enigine. On my car, it's straight and rectangular and situated right where I want to dump the hot air: basically another restriction or choke point in the perfect wrong spot.
And the second pipe there joins the party with a nice fat collector and a flange.

Looking at it tonight I can see the way forward (I think). But it's going to be some tricky duct-making, at best. . . .
At least the sway bar project is done. 
Attachments
Images (6)
Love your CAD method !...........Bruce
We need a badge or something:
"Cardboard Aided Designers of America"
Digression update: Bridget is back up and running.
Got the engine back on Tuesday, put it back together over the next few nights (Heads on: 10 pm, Thursday) and got it back in the car by Saturday noon.
 Oil back in. Hoses all reattached; wires. Antifreeze. Bleeders. Bleeders. Bleeders. Started her in the driveway about 6:30 and...
Oil back in. Hoses all reattached; wires. Antifreeze. Bleeders. Bleeders. Bleeders. Started her in the driveway about 6:30 and...

She got up to 180F without puking into the overflow bottle.
Was running rough though—surging at idle—which pissed me off since I installed a new Idle Air Control Valve while I was in there. Figured I had to have a vacuum leak.
—Which I found this morning. (So, so many little hoses under and around those intakes). Fixed that and started her up. Nice smooth idle! Had a knock which I put down to a noisy lifter an/or exhaust leak. Cranked on the exhaust bolts about an eighth turn beyond the specified torque. . .

More bleeders. Took most of today to get the back half of the body screwed together. Short test run around the neighborhood. Came up to temp again with no drama. Sucked a quart out of the overflow bottle (which is good).
More bleeders, refill, etc. And finally an afternoon start and longer cruise. Loaded my neighbor in her for part of that. Ran the gears a bit more aggressively. The tick/knock quieted down nicely. Got her up to about 195F before the fan came on, which is perfect.
One more bleeder session tomorrow and, if everything checks out, I'll consider the red car to be "normal" and turn my full attention once again to the blue car.

Attachments
Images (4)

I thought the world seemed to be spinning more smoothly on its axis this morning, Ed. No I know why. Good on ya!
Frunk paint.

Also, aluminum bits.




Attachments
Images (5)




It's gonna be tough to recycle that Granola box with the paint all over it.
The PPP's ("Paint Pollution Police") will be all over that one.
Maybe hide it down in the middle of the bin?
Seriously, though......
What goes where the Granola box was/is?
And I know from experience that it took a while to mask everything off. 2 hours of masking for 10 minutes of paint. Well Done!
And all I did was paint my utility trainer - With a roller!

Thinking of stenciling "Lil Red Wagon" or "Radio Flyer" down the side
Attachments
Images (1)
Dude you're gonna want to hand-paint that with a brush. In cursive.
"Snel Roundhand" in Word for Mac.
300 Font
Looks like handwriting better than mine. Frikkin awesome.
Now, just have to cut out a stencil and wait for a dry, sunny day.
edsnova posted:Dude you're gonna want to hand-paint that with a brush. In cursive.
I would stencil "Gordon's Mortuary and Crematory Service" on the side. Every time you go to the dump and empty the trailer people will have to stop, stare, and wonder what the heck you're unloading at the dump.
"If found Please Return To"
How bout " Gordon's Meat Wagon" , "(and you can't beat my meat !)"
Battery hold down studs.

Attachments
Images (1)
Robert M posted:edsnova posted:Dude you're gonna want to hand-paint that with a brush. In cursive.
I would stencil "Gordon's Mortuary and Crematory Service" on the side. Every time you go to the dump and empty the trailer people will have to stop, stare, and wonder what the heck you're unloading at the dump.
Ok, Robert, I just choked on my dinner!![]()

Attachments
Images (1)
Nice hunka wood yah got there, Ed!
Classy hold-down strap, too!
Way better than my rubber bungee cord.... ![]()
Wait....... Is that my missing 10mm wrench?
No it's not Gordon.
The wood standoff and riveted 1-inch steel hold down straps are as original.
You can tell this photo is early in the battery mounting process.
It's before the wood block was drilled for lightness.
ALB postedOk, Robert, I just choked on my dinner!
Al, when are you going to learn?
Gordon, I have your 10mm. I have them all. We got "The Perfect 10" at Carlisle this year!
(That is a set of box, open, socket, deep socket, and flex-head 10mm wrenches)
Sacto Mitch posted:
You can tell this photo is early in the battery mounting process.
It's before the wood block was drilled for lightness.
They will be painted black. Like
Attachments
Images (1)

Ed, looking good!
Hey, that brings up an interesting Spydie question:
When I was pulling the windshield from that AME Spyder in Charlestown, the hood was not hinged, but had a couple of big tabs at the front to fit under the frunk lip, and at the rear of the hood there was a pair of quarter-turn click-fasteners to lock it down. Is this common on Spyders or unique to AME? Just curious.
The owners said that he had a method for removing the hood solo, but it was certainly easier with two people to just lift it off.
Don't forget to chamfer those lightening holes. That will help to make it even lighter!
Bruce